







产品信息
Products
产品信息
[低温泵入门 4 ]
低温泵的性能
低温泵的性能中①冷却降温特性 ②排气速度(抽速) ③排气容量 ④最大流量 ⑤交叉压力 ⑥极限压力 ⑦热负荷能力为重要项目。以下对这些项目进行说明。
1.冷却降温特点
因低温泵不能直接对大气起动,需要进行粗抽真空。油回转泵作为粗抽泵使用时,只需抽至不发生油蒸气返流的40Pa,敝公司低温泵即可起动。残留在泵内的气体会全部吸附到吸附剂里。冷却时间受下列要素影响。
表1.对冷却降温时间带来影响的要素
| 要素 | 冷却时间 | |
| 1.粗抽压力 | 高 | 延时 |
| 2.低温泵的温度 | 高 | 延时 |
| 3.粗抽后残留气体成分 | 干燥(低温泵内干燥) | 延时 |
| 水分多 | 快 | |
| 4.低温泵受污染 | 受污染 | 延时 |
冷却降温时间受再生方法的影响。充入氮气法或使用加热带,将使低温泵的温度升高,除去水汽,从而不易达到真空绝热,冷却时间也随之延长。且极少量的漏泄,也会导致无法冷却。需特别注意不可忽视(尤其是安全阀的漏泄)。使用60Hz电源频率与50Hz电源频率相比,冷却时间可缩短约10~15%。
通常把冷却时间定义为15K低温冷凝板温度下降至20K以下所需时间。如表2所示。
2.排气速度特性
2-1.对水汽的排气特性
低温表面温度低于150K时,低温表面对水汽的捕捉率几乎可以视为1。通常,在低温泵正常运行时,因80K屏蔽筒和80K挡板的温度低于130K,故低温泵对水汽的抽速等同于80K屏蔽筒口径的理想抽速。对分子量为M的气体的单位面积理想抽速s为:
s=62.5/M1 / 2(L/s/cm2)(20℃)
在排出水汽时,因水的分子量为M=18,故理想抽速为s=14.7(L/s/cm2)。80K屏蔽筒吸气口的面积为A(cm2)时,低温泵对水汽的抽速S为,S=s・A(L/s)。
例如在使用8英寸低温泵时,80K屏蔽筒吸气口的面积为约275cm2,则对水汽的抽速为4000L/s。对冷凝在80K挡板上而被排出的气体(如CO2,NH4)用同样的方法可计算。
因对水汽的抽速为4000L/s,CO2的分子量为44,CRYO-U8H低温泵对CO2的抽速,由此可计算得出
SCO2=SH2O X ( 18 / 44 )1/2=2560 L/s。
表2.低温泵对水汽的抽速
| 口径 | 型号 | 抽速(L/s) |
| 6 | U6H | 2100 |
| 8 | U8H,U8H-U,U8HSP | 4000 |
| 10 | U10PU | 6900 |
| 12 | U12H,U12H-K2,U12HSP | 9500 |
| 16 | U16,U16P | 16000 |
| 20 | U20P | 29000 |
| 22 | U22H | 39000 |
| 30 | U30H | 70000 |
2-2.对Ar、N2(冷凝性气体)的排气特性
N2、Ar、CO、O2等蒸气压较高的气体不能在80K挡板或80K屏蔽筒上冷凝,只有在温度低于20K条件下才能冷凝而排出。
低温表面的温度低于20K时,低温表面对冷凝性气体的捕捉率为1。且在分子流领域从吸气口到冷凝板的电导不变,低温泵的排气速度也不变。
由在分子流领域对氮气的排气速度来代表低温泵说明书上的低温泵排气速度。除氮气外对分子量为M的冷凝性气体的排气速度可由以下公式计算得出。
SM=SN2×(28/M)1/ 2(L/s)・・・・・・・(1)
SN
2:对氮气的排气速度(L/s)
例如CRYO-U8H低温泵对氩气的抽速,从表6-3中可看出SN2=1700(L/s),且氩气分子量M=40,可由上述公式计算得出
Sar=1700X(28/40)1 / 2=1400L/s
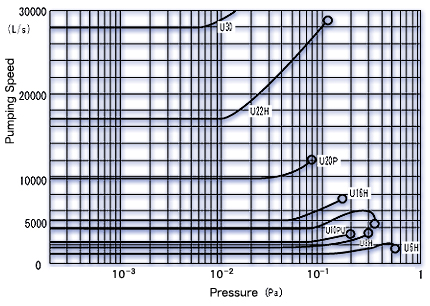
図1.CRYO-U对氮气的排气速度
| 型号 | 排气速度(L/s) |
| U6H | 750 |
| U8H/U8H-U/U8HSP | 1700 |
| U10P | 2300 |
| U12H | 4000 |
| U12HSP | 4100 |
| U16/U16P | 5000 |
| U20P | 10000 |
| U22H | 17000 |
| U30H | 28000 |
表3.各型号低温泵对氮气的排气速度(低温泵说明书上的数据)
气体的流动从分子流变为中间流时因电导与压力成正比,低温泵的排气速度也随之增大。但因随压力的增大对低温泵的入射热量也随之增加,故当热负荷超过制冷机的冷却能力时低温泵的排气将达到极限。敝公司把在热负荷状态下低温冷凝板的温度上升至20K时的流量定义为最大流量(图1 ○记号的点)。最大流量随冷却能力的增大也随之增大。但因低温表面的热传导率有限,不管冷却能力有多强,低温表面也会产生温度陡度。当冷凝层的表面温度超过极限时,因气体无法被凝固,低温泵的排气速度将成零。
2-3.H2、He、Ne非凝结性气体)排气特性
H2、He、Ne种气体的蒸气压最高,在20K条件下无法通过冷凝作用排出,因此称之为非凝结性气体。这些气体因无法通过冷凝作用排出,故吸附在冷却至20K以下的吸附剂里排出。随着吸附剂吸附非凝结性气体量增加成饱和状态,排气速度将逐渐降低。当排气速度降至初期值的80%时,吸附在吸附剂表面上的气体量定义为排气量(后述)。对非凝结性气体的排气速度由(1)和(2)而定。通常根据试验而定。
(1)吸附剂的吸附率(受以下要素影响)
①吸附剂的性质,吸附剂的装入方法,吸附剂的结构
②吸附剂的量、温度
③脱气程度
④到此刻为此吸附的气体种类及吸附量
⑤气体的流量,气体的温度
(2)吸气口到吸附剂的到达率(电导)
像H2、Ne吸附量大的气体,在分子流领域里排气速度保持一定不变。冷凝板的温度随流量的增加也随之上升,当升至20K时所径流的流量为最大流量。在排出非凝结性气体的情况下,因随吸附剂表面上吸附量的增加即吸附率的降低,接近最大流量的大流量抽气只能维持很短的时间。以较大的流量对氢气进行排气时,建议不要进行连续排气,间隔排气更能维持其排气性能。
非凝结性气体当中,因氢气属放出气体的重要成分,应用上也属重要气体,故有详细规格可参照。氖因使用例极低,没有详细数据可参照。氦气为最难吸附的气体即被排气量只有氢气的1/100~1/1000,因此不鼓励使用低温泵进行排气。
型号
CRYO-U排气速度
(L/s)最大流量
(Pa・L/s)排气量
(Pa・L)-U6H11001.1×1023.1×105-U8H27002.4×1021.0×106-U8HSP32002.4×1021.0×106-U10PU36001.5×1026.7×105-U12H60004.1×1029.8×105-U12HSP60004.1×1021.6×106-U16100004.1×1022.4×106-U16P100004.5×1022.4×106-U20P180005.0×1024.6×106-U22H250001.3×1038.5×106-U30H430007.4×1021.5×107
表4.CRYO-U低温泵对氢气的排气性能
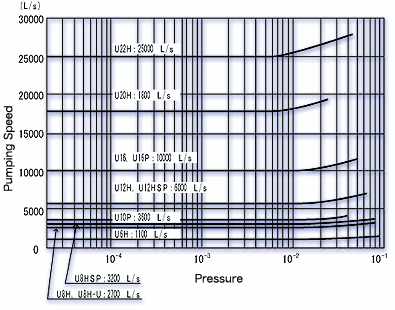
図2.CRYO-U低温泵对氢气的排气速度
3.低温泵的排气量
3-1.对凝结性气体的排气量
利用低温泵的冷凝作用排出的气体有①凝结在80K屏蔽筒或80K挡板上的气体(主要是水汽),②凝结在15K冷凝板上的气体(氮气,氩气,氧气等)两种。
(1) 对水汽的排气量
因随着80K挡板上水汽的凝结和厚度的增大,80K挡板的电导会变小,对凝结或吸附在15K冷凝板上的气体的排气速度会逐渐降低。当排气速度大幅降低即需要进行再生时,到此时为止排出的水汽的量应称为对水汽的排气量。但对水汽的排气量没有作出定义。对水汽的排气量下表数据可做参照。(排气量的单位为g)
| 型号 | 排气量(g) |
| CRYO-U6H | 40 |
| CRYO-U8H,U8H-U | 90 |
| CRYO-U10PU | 170 |
| CRYO-U12H | 260 |
| CRYO-U16,U16P | 500 |
| CRYO-U20P | 1000 |
| CRYO-U22H | 1400 |
表5.低温泵对水汽的排气量(标准)
| (1) 水汽多的情况举例 |
| 塑料 |
| 玻璃 |
| 陶瓷 |
| (2) 在汽水多的情况下进行再生时的注意点 |
| 升温时要求冰完全化掉 |
| 粗抽时水汽不可以冰冻 |
| 要求完全去除泵内水汽 |
| 对油回转泵进行性能确认(确认油气是否乳化) |
(2) 对氩气的排气量
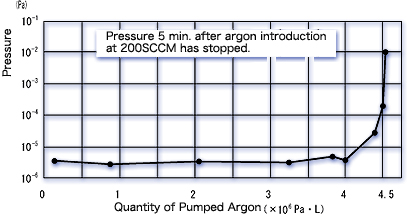
凝结在15K冷凝板上的气体当中排气量不易计算的气体是在溅射作业中对氩气的排气量。随着15K冷凝板表面上氩气量的增多,将与80K挡板或80K屏蔽筒发生接触,或氩气层内的温度陡度变大,氩气的表面温度升高,即无法再吸附氩气。到此时为止排出的氩气量为排气量。敝公司把停止供应氩气并关闭主阀门过5分钟后压力不能降至1.3X10-4Pa以下时,到此时为止排出的氩气总量定义为对氩气的排气量。当对氩气的排气量达到上述定义的排气量时,即使停止供应氩气,压力恢复急剧变坏,无法再吸附氩气。图6-4所示以200SCCM速度连续注入氩气5分钟后停止其注入时的CRYO-U12HSP的压力。可看出当排气量超过4.3X108Pa・L时,压力恢复急剧变坏,排气量为4.3X108Pa・L。表6-6所示为各型号低温泵对氩气的排气量。
図3.CRYO-U12HSP的压力恢复(测定例)
| 型号CRYO- | 排气量(Pa・L) |
| -U6H | 5.6×107 |
| -U8H,U8H-U | 1.0×108 |
| -U8HSP | 2.5×108 |
| -U10PU | 1.0×108 |
| -U12H | 2.1×108 |
| -U12HSP | 4.3×108 |
| -U16,U16P | 4.3×108 |
| -U20P | 5.8×108 |
| -U22H | 8.1×108 |
| -U30H | 7.8×108 |
3-2.对非凝结性气体的排气量
对像氢,氦,氖在10K左右温度下不能以冷凝作用排出的气体,是以被附在15K冷凝板内侧的吸附剂吸附而排出。随着冷凝板上吸附量的增大即接近饱和状态①低温泵的排气速度会降低 ,②吸附平衡压力会升高即排气性能逐渐降低,以至不能进行排气。敝公司把当对氢气的排气速度降至到初期排气速度的80%时,吸附剂所吸附的氢气量定义为对氢气的排气量。为有效发挥其吸附作用吸附剂要求清净。吸附剂在以下3种情况下易受污染。
① 吸附了凝结性气体(主要为空气)
② 吸附了水汽
③ 吸附了油蒸气
大量吸附上述物质时,对氢气的吸附能力会降低。空气或水汽通过对低温泵进行再生可除去,但油蒸气一旦被吸附则无法除去,只能更换15K冷凝板②(吸附板)。为保证低温泵对氢气的排气性能,油蒸气不可向低温泵返流。
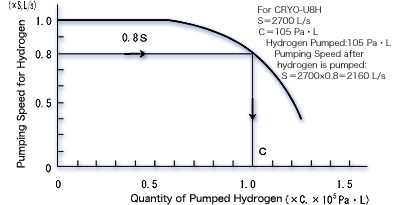
图4所示对氢气的排气速度与所排出的氢气量关系。S表示排气速度,C表示排气量。各型号低温泵对氢气的排气速度及排气量,请参照表。
图4:对氢气的排气速度与排气量的关系
4.对低温泵的热负荷及最大流量
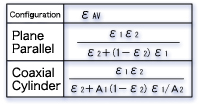
低温泵的热负荷决定于辐射热及气体分子的负荷(气体分子的热传导,被抽气体的冷凝热),并由下述公式计算而得。
![]()
| σ | :玻耳兹曼常数 5.67×10-12W/cm2/K4 |
| εAV | :平均辐射率 |
| T1 | :低温表面的温度(K) |
| T2 | :高温表面的温度(K) |
| A | :受热面积(cm2) |
A1:内侧 A2:外侧
![]()
| γ | :气体的比热比 |
| a0 | :热适应系数平均 |
| P | :压力(Pa) |
| M | :分子量 |
| T1 | :低温表面的温度(K) |
| T2 | :高温表面的温度(K) |
| A | :受热面积(cm2) |
平均热的适应系数a0的公式(A1<A2)
![]()
适应系数a1,a2(近似值)
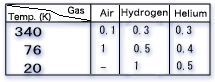
![]()
| γ | :冷凝热(H2,He,Ne 为吸附热)(W/Pa・L/s) |
| Tc | :低温表面的温度(K) |
| Tg | :气体的温度(K) |
| S | :低温泵的排气速度(L/s) SP:(Pa・L/s) |
| P | :压力(Torr) |
| Cp | :气体的平均比热(W/(Pa・L/s)/K) |
制冷机1段的热负荷决定于辐射热及气体分子的热传导。但如不在10-1Pa压力下连续使用,绝大部分热负荷来自辐射热。制冷机2段的热负荷决定于被抽气体的冷凝热,并决定最大流量。制冷机2段冷冻能力受1段的热负荷影响即1段的热负荷增大时,2段的冷冻能力会降低,最大流量也降低。
因此,在被抽气体量多的情况下,应保持低温泵的清净(减少辐射率),从而降低来自辐射的热负荷。通常因大型低温泵的受热面积大即辐射热大,应使用冷冻能力大的制冷机。
低温泵的最大流量为在受标准辐射热条件下,当15K冷凝板的温度上升至20K时的流量。在相同直径下,制冷机的冷冻能力越大或排气速度越大最大流量则越大。例如,CRYO-U16和U16P在相同直径相同排气速度条件下,因U16P制冷机(R50)的冷冻能力比U16制冷机(R20)的冷冻能力大,则最大流量也大。
低温泵的最大使用压力Pmax是最大流量Qmax除以此时的排气速度Smax而得(Pmax =Qmax /Smax )。氩气的最大使用压力Pmax在10-1Pa带,属中间流。表7所示各型号低温泵的最大流量。
表7:各型号低温泵的最大流量
| 氩气 (Pa・L/s) |
氢气 (Pa・L/s) |
|
| CRYO-U6H | 1.1×103 | 1.1×102 |
| CRYO-U8H,U8H-U,U8HSP | 1.2×103 | 2.4×102 |
| CRYO-U10PU | 8.0×102 | 1.5×102 |
| CRYO-U12H,U12HSP | 2.0×103 | 4.1×102 |
| CRYO-U16 | 1.4×103 | 4.1×102 |
| CRYO-U16P | 1.6×103 | 4.5×102 |
| CRYO-U20P | 1.1×103 | 5.0×102 |
| CRYO-U22H | 4.1×103 | 1.3×103 |
| CRYO-U30H | 2.7×103 | 7.4×102 |
5.交叉压力(crossover)
所谓交差压力指对真空室的粗抽真空结束后,打开主阀门,开始使用低温泵进行排气时的真空室的压力值(粗抽压力)。此时被容许的最大粗抽压力称为最大容许交差压力。打开主阀门的瞬间真空室的气体会流向低温泵,但气体量如超过极限时,低温泵则变为不能进行排气即温度升高,泵内捕集的气体会重新放出来。最大容许交差压力是低温泵的最大吸入气体量除以真空室的容积而得。
![]()
低温泵的最大吸入气体量决定于低温泵可恢复排气性能的极限值(通常冷凝板的温度会超过20K)。但安全起见通常把在式①中得出的最大容许交叉压力的1/2作为粗抽压力。为了更确保安全也可把冷凝板的温度不超过20K的值作为最大容许交叉压力。低温泵的最大吸入气体量随低温泵的热负荷及泵内捕集的气体的量而变。
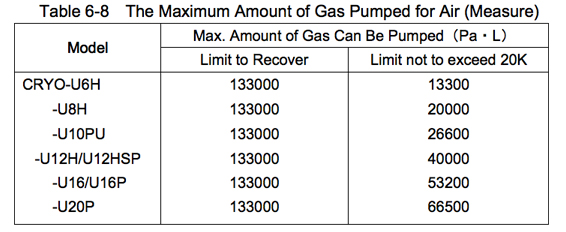
表6-8 所示各型号低温泵的标准最大吸入气体量(对空气)。例如, 在使用U8H低温泵的情况下,最大吸入气体量为133000Pa・L时,容积为100L的真空容器的最大容许交叉压力Pmax为
Pmax ≦133000Pa・L /100L=1330Pa
即粗抽压力为1330Pa以下。安全起见通常把665Pa作为粗抽压力。为不超过20K,最大吸入气体量定为20000Pa・L。
P= 20000/100 =200Pa
在真空容器的容积大,粗抽压力低于40Pa情况下,应采取油蒸气的逆流对策或使用更大型低温泵或增加低温泵台数使得粗抽压力保持40Pa或以上。
6.极限压力
向低温泵没有气体流入时,低温泵对冷凝性气体的极限压力决定于在一定低温表面温度条件下的各气体的蒸气压及冷凝系数。并由以下公式计算得出。
Pg=Ps(Tg/Ts)1/2
| Ts | :低温表面温度 10~20K |
| Ps | :在温度Ts 条件下的气体蒸气压(氢气时为吸附平衡压)(Pa) |
| Tg | :气体的温度 ~300K |
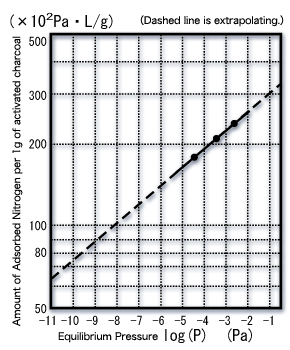
| 冷凝性气体当中,氮气为蒸气压最高的气体。图6所示在低温表面温度10~20K时的对氮气的极限压力。通常在无负荷状态下冷凝板的温度为10~12K左右,且蒸气压力为~10-21Pa,因此可以完全无视不计。对非冷凝性气体即氢气的极限压力决定于吸附平衡压力。图6-7中可看出低温泵内活性炭对氢气的吸附能力极强。在超高真空环境下运转时,被抽氢气的量极少,氢气的吸附平衡压也可忽略不计。 (例如、8H(SH2O=2700 L/s) 时, 10-8Pa 压力条件下运转1个月时的氢气的吸附量为Q=1.3x10-8x2700x30x24x3600=91 Pa 因此低温泵的极限压力决定于流入低温泵的气体量及排气速度。低温泵单体的极限压力通常是在低温泵上设置盲法兰,并把流入低温泵的气体量控制在最小限度条件下测量。此外极限压力因低温泵规格(标准规格及超高真空规格)、粗抽压力及是否进行烘烤而异。在使用普通O型密封圈,粗抽压力为40Pa,且不进行烘烤条件下,低温泵运转12个小时的极限压力为 (1~4)×10-6Pa 。图8所示在进行烘烤和不进行烘烤条件下对残留气体的测定值。表9所示低温泵单体的标准极限压力。超高真空规格下充分进行烘烤时可获得10-10Pa 带极高真空。装置的极限压力决定于从装置放出的气体量。(P=Q/S)。 |
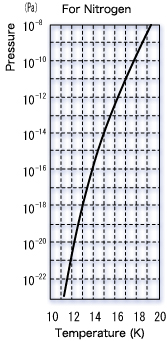
图6.极限压力决定于蒸气压 |
活性炭对氢气的吸附等温线
低温泵的极限压力(标准)
| 规格 | 粗抽压力(Pa) | 烘烤 | 极限压力(Pa) |
| 标准 | 40 40 |
无 (100~150℃)×(3~10h) |
(1~4)×10-6 (1~4)×10-7 |
| 超高真空 | 10-2~10-3 10-2~10-4 10-2~10-3 |
无 (200~220℃)×(3~8h) (200~220℃)×約20h |
10-8 10-9 10-10 |
